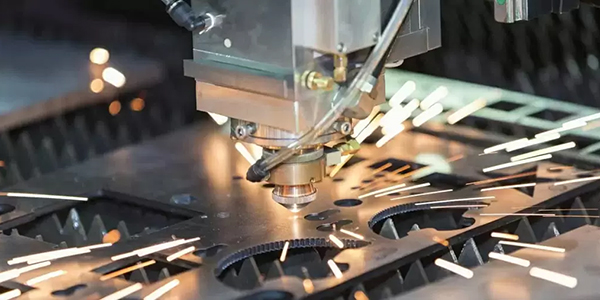
ਹਾਈ ਸਪੀਡ ਲੇਜ਼ਰ ਕਟਿੰਗ
ਅਸੀਂ ਲੇਜ਼ਰ ਕਟਿੰਗ ਅਤੇ ਪ੍ਰੋਸੈਸਿੰਗ ਵੀਅਰ ਰੋਧਕ, ਆਰਮਰ ਅਤੇ ਉੱਚ ਤਾਕਤ ਵਾਲੇ ਘੱਟ ਮਿਸ਼ਰਤ ਪਦਾਰਥਾਂ ਦੇ ਮਾਹਰ ਹਾਂ। ਹਾਰਡੌਕਸ (ਜ਼ਿਆਦਾਤਰ ਗੇਜ ਐਕਸ-ਸਟਾਕ ਵਿੱਚ ਰੱਖੇ ਗਏ ਹਨ), ਵੈਲਡੌਕਸ, ਅਬਰਾਜ਼ੋ, ਆਰਮੌਕਸ, ਅਤੇ ਇਨਵਰ ਐਂਡ ਅਬਰੋ ਵਰਗੇ ਗ੍ਰੇਡਾਂ ਨੂੰ 25mm ਮੋਟਾਈ ਤੱਕ ਪ੍ਰੋਸੈਸ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ।
ਸਾਡੇ ਕੋਲ ਇਹਨਾਂ ਸਮੱਗਰੀਆਂ ਦਾ ਸੀਮਤ ਸਟਾਕ ਹੈ ਤਾਂ ਜੋ ਜਲਦੀ ਕੰਮ ਪੂਰਾ ਹੋ ਸਕੇ। ਅਸੀਂ ਡੋਮੈਕਸ ਅਤੇ ਹਾਰਡੌਕਸ ਸਮੱਗਰੀ ਦੀ ਇੱਕ ਸ਼੍ਰੇਣੀ ਐਕਸ ਸਟਾਕ ਰੱਖਦੇ ਹਾਂ ਅਤੇ ਇਹਨਾਂ ਸਮੱਗਰੀਆਂ ਨੂੰ ਨਿਯਮਿਤ ਤੌਰ 'ਤੇ ਪ੍ਰੋਸੈਸ ਕਰਦੇ ਹਾਂ।
ਹੋਰ ਜਾਣਕਾਰੀ ਅਤੇ ਮੌਜੂਦਾ ਸਟਾਕ ਉਪਲਬਧਤਾ ਲਈ ਕਿਰਪਾ ਕਰਕੇ ਕਾਲ ਕਰੋ।
ਵਾਟਰਜੈੱਟ ਕਟਿੰਗ
ਸਾਡਾ ਵਾਟਰਜੈੱਟ ਕਟਿੰਗ ਸਿਸਟਮ 50,000 psi 'ਤੇ ਪਾਣੀ ਅਤੇ ਟਾਈਟੇਨੀਅਮ ਸਮੇਤ ਲਗਭਗ ਕਿਸੇ ਵੀ ਸਮੱਗਰੀ ਨੂੰ ਕੱਟਣ ਲਈ ਇੱਕ ਘਸਾਉਣ ਵਾਲਾ ਗਾਰਨੇਟ ਵਰਤਦਾ ਹੈ! ਇੰਟੈਂਸੀਫਾਇਰ ਪੰਪ 150 ਹਾਰਸਪਾਵਰ ਪ੍ਰਦਾਨ ਕਰਦੇ ਹਨ, ਜੋ ਮੋਟੀਆਂ ਸਮੱਗਰੀਆਂ 'ਤੇ ਹੋਰ ਵੀ ਵਧੀਆ ਪ੍ਰਦਰਸ਼ਨ ਦੀ ਆਗਿਆ ਦਿੰਦੇ ਹਨ। ਵਾਟਰਜੈੱਟ ਦੇ ਕੁਝ ਫਾਇਦਿਆਂ ਵਿੱਚ ਸ਼ਾਮਲ ਹਨ: ਉੱਤਮ ਆਕਾਰ ਕੱਟਣ ਦੀ ਸਮਰੱਥਾ। ਉਹਨਾਂ ਸਮੱਗਰੀਆਂ ਨੂੰ ਕੱਟਦਾ ਹੈ ਜੋ ਹੋਰ ਤਰੀਕੇ ਨਹੀਂ ਕਰ ਸਕਦੇ, ਜਿਵੇਂ ਕਿ ਫੋਮ ਰਬੜ, ਸਿਰੇਮਿਕ ਟਾਈਲ, ਸੰਗਮਰਮਰ ਅਤੇ ਕੱਚ। ਆਸਾਨੀ ਨਾਲ ਕਈ ਤਰ੍ਹਾਂ ਦੀਆਂ ਸਮੱਗਰੀਆਂ ਨੂੰ ਸੰਭਾਲਦਾ ਹੈ। ± 0.005" ਸਥਿਤੀ ਸ਼ੁੱਧਤਾ। ਪ੍ਰੀਡ੍ਰਿਲਿੰਗ ਐਂਟਰੀ ਹੋਲਾਂ ਨੂੰ ਖਤਮ ਕਰਦਾ ਹੈ। ਹੋਰ ਤਰੀਕਿਆਂ ਨਾਲੋਂ ਘੱਟ ਮਿਹਨਤੀ। ਬਹੁਤ ਜ਼ਿਆਦਾ ਮੋਟੀ ਸਮੱਗਰੀ ਨੂੰ ਕੱਟ ਸਕਦਾ ਹੈ (ਅਸੀਂ 8" ਮੋਟਾ ਤਾਂਬਾ ਕੱਟਿਆ ਹੈ!)।

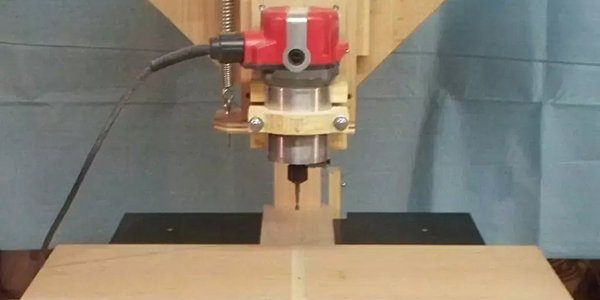
ਵਰਟੀਕਲ ਰਾਊਟਰ
ਫੈਡਰੇਟਸ ਨੂੰ 3,150 ਇੰਚ ਪ੍ਰਤੀ ਮਿੰਟ ਤੱਕ ਕੱਟਣਾ।
• ਐਲੂਮੀਨੀਅਮ, SS, CS ਅਤੇ ਮਿਸ਼ਰਤ ਸਟੀਲ ਨੂੰ ਪ੍ਰੋਸੈਸ ਕਰਨ ਦਾ ਸਭ ਤੋਂ ਤੇਜ਼ ਤਰੀਕਾ।
72" x 144" ਟੇਬਲ ਜਿਸ ਵਿੱਚ 84" x 140" ਵਰਕ ਲਿਫਾਫਾ ਅਤੇ 15" z-ਐਕਸਿਸ ਟ੍ਰੈਵਲ ਹੈ।
• 6' x 12' ਤੱਕ ਮੋਟੀਆਂ ਸਮੱਗਰੀਆਂ ਅਤੇ ਪੁਰਜ਼ਿਆਂ ਨੂੰ ਮਸ਼ੀਨ ਕਰ ਸਕਦਾ ਹੈ।
ਮਸ਼ੀਨ ਵਿੱਚ ਮੁਸ਼ਕਲ ਨਾਲ ਭਰੀਆਂ ਸਮੱਗਰੀਆਂ ਲਈ ਫਲੱਡ ਕੂਲੈਂਟ ਸਿਸਟਮ
• ਉੱਚ ਗਤੀ ਅਤੇ ਫੀਡ ਦਰਾਂ ਦੀ ਆਗਿਆ ਦਿੰਦਾ ਹੈ, ਟੂਲ ਦੀ ਉਮਰ ਵਧਾਉਂਦਾ ਹੈ, ਪਾਰਟਸ ਦੀ ਲਾਗਤ ਘਟਾਉਂਦਾ ਹੈ।
• ਸਟੇਨਲੈੱਸ ਸਟੀਲ ਅਤੇ ਟਾਈਟੇਨੀਅਮ ਦੀ ਮਸ਼ੀਨਿੰਗ ਕਰਨ ਦੇ ਸਮਰੱਥ।
20-ਹਾਰਸਪਾਵਰ, HSK 63A ਤਰਲ-ਠੰਢਾ ਸਪਿੰਡਲ, ਟੂਲ ਕੂਲਿੰਗ ਅਤੇ ਏਕੀਕ੍ਰਿਤ ਗਤੀਸ਼ੀਲ ਟੂਲ ਚੇਂਜਰ ਦੇ ਨਾਲ।
• ਉੱਨਤ ਟੂਲਿੰਗ ਹੋਲਡਿੰਗ ਸਿਸਟਮ।
• ਔਜ਼ਾਰ ਰਾਹੀਂ ਕੂਲਿੰਗ ਦਾ ਅਰਥ ਹੈ ਤੇਜ਼ ਡੂੰਘੀ ਡ੍ਰਿਲਿੰਗ ਕਾਰਜ।
• 12 ਟੂਲ ਸਟੇਸ਼ਨ ਲਗਭਗ ਕਿਸੇ ਵੀ ਕੰਮ ਨੂੰ ਰੀਟੂਲਿੰਗ ਤੋਂ ਬਿਨਾਂ ਮਸ਼ੀਨ ਕਰਨ ਦੀ ਆਗਿਆ ਦਿੰਦੇ ਹਨ।
40-ਹਾਰਸਪਾਵਰ ਹਾਈ-ਫਲੋ ਵੈਕਿਊਮ ਪੰਪ।
• ਬਹੁਤ ਜ਼ਿਆਦਾ ਵਧਿਆ ਹੋਇਆ ਵੈਕਿਊਮ ਮੋਟੀਆਂ ਪਲੇਟਾਂ ਜਾਂ ਬਹੁਤ ਸਾਰੇ ਛੋਟੇ ਹਿੱਸਿਆਂ ਨੂੰ ਜਗ੍ਹਾ 'ਤੇ ਰੱਖਣ ਵਿੱਚ ਮਦਦ ਕਰਦਾ ਹੈ।
± 0.0004" (0.01mm) ਇੱਕ-ਦਿਸ਼ਾਵੀ ਦੁਹਰਾਉਣਯੋਗਤਾ ਅਤੇ ± .0025" ਗੋਲਾਕਾਰਤਾ।
• ਬਹੁਤ ਹੀ ਸਟੀਕ ਮੁਕੰਮਲ ਹੋਏ ਹਿੱਸੇ।
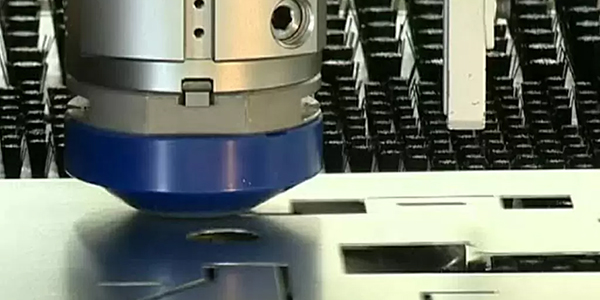
ਹਾਈ ਡੈਫੀਨੇਸ਼ਨ ਪਲਾਜ਼ਮਾ ਕਟਿੰਗ
ਪਲਾਜ਼ਮਾ ਕਟਿੰਗ ਨੂੰ ਲੰਬੇ ਸਮੇਂ ਤੋਂ ਆਕਸੀ-ਫਿਊਲ ਅਤੇ ਲੇਜ਼ਰ ਪ੍ਰੋਫਾਈਲਿੰਗ ਦੇ ਘੱਟ ਲਾਗਤ ਵਾਲੇ ਵਿਕਲਪ ਵਜੋਂ ਦੇਖਿਆ ਜਾਂਦਾ ਰਿਹਾ ਹੈ ਜਿੱਥੇ ਕੱਟ ਐਂਗਲ ਕੋਈ ਮੁੱਦਾ ਨਹੀਂ ਸੀ। ਉੱਚ ਸ਼ੁੱਧਤਾ/ਉੱਚ ਪਰਿਭਾਸ਼ਾ ਪਲਾਜ਼ਮਾ ਪ੍ਰਕਿਰਿਆ ਵਿੱਚ ਹਾਲ ਹੀ ਦੇ ਵਿਕਾਸ ਨੇ ਪਲਾਜ਼ਮਾ ਕਟਿੰਗ ਦੀ ਗੁਣਵੱਤਾ ਅਤੇ ਸਮਰੱਥਾਵਾਂ ਵਿੱਚ ਕਾਫ਼ੀ ਸੁਧਾਰ ਕੀਤਾ ਹੈ, ਜਿਸ ਨਾਲ ਇਹ ਪਹਿਲਾਂ ਨਾਲੋਂ ਕਿਤੇ ਜ਼ਿਆਦਾ ਬਹੁਪੱਖੀ ਅਤੇ ਸਹੀ ਵਿਕਲਪ ਬਣ ਗਿਆ ਹੈ।

ਐਪਲੀਕੇਸ਼ਨ ਅਨੁਕੂਲਤਾ
ਪਲਾਜ਼ਮਾ ਕਟਿੰਗ ਵੱਖ-ਵੱਖ ਸਮੱਗਰੀਆਂ, ਖਾਸ ਕਰਕੇ ਹਲਕੇ ਸਟੀਲ ਅਤੇ ਸਟੇਨਲੈਸ ਸਟੀਲ ਲਈ ਢੁਕਵੀਂ ਹੈ ਜੋ ਇੱਕ ਸ਼ਾਨਦਾਰ ਕਿਨਾਰੇ ਦੀ ਫਿਨਿਸ਼ ਪ੍ਰਦਾਨ ਕਰਦੀ ਹੈ।
ਕੰਟਰੋਲ ਪ੍ਰਣਾਲੀਆਂ ਵਿੱਚ ਸੁਧਾਰਾਂ ਦਾ ਮਤਲਬ ਹੈ ਕਿ ਹੁਣ ਹਲਕੇ ਸਟੀਲ (ਪਲਾਜ਼ਮਾ ਯੂਨਿਟ ਦੀ ਸ਼ਕਤੀ 'ਤੇ ਨਿਰਭਰ) ਵਿੱਚ 1mm ਤੋਂ 50mm ਤੱਕ ਦੀਆਂ ਸਮੱਗਰੀਆਂ ਅਤੇ ਮੋਟਾਈ ਦੀ ਇੱਕ ਸ਼੍ਰੇਣੀ ਲਈ ਸਰਵੋਤਮ ਕੱਟਣ ਦੀ ਕਾਰਗੁਜ਼ਾਰੀ ਪ੍ਰਾਪਤ ਕੀਤੀ ਜਾ ਸਕਦੀ ਹੈ।
ਕੱਟਣ ਦੀ ਗਤੀ, ਗੈਸ ਦੀਆਂ ਕਿਸਮਾਂ ਅਤੇ ਗੈਸ ਪ੍ਰੈਸ਼ਰ ਵਰਗੀਆਂ ਸਮੱਗਰੀਆਂ ਅਤੇ ਮੋਟਾਈ ਦੀ ਇੱਕ ਵਿਸ਼ਾਲ ਸ਼੍ਰੇਣੀ ਨੂੰ ਕੱਟਣ ਨਾਲ ਜੁੜੇ ਮਾਪਦੰਡ ਹੁਣ ਉਪਕਰਣਾਂ ਦੁਆਰਾ ਆਪਣੇ ਆਪ ਨਿਯੰਤਰਿਤ ਕੀਤੇ ਜਾ ਸਕਦੇ ਹਨ, ਜੋ ਕਿ ਇੱਕ ਨਿਰੰਤਰ ਉੱਚ ਕੱਟ ਗੁਣਵੱਤਾ ਨੂੰ ਯਕੀਨੀ ਬਣਾਉਂਦੇ ਹਨ। ਉਪਭੋਗਤਾਵਾਂ ਕੋਲ ਹੁਣ ਹੋਰ ਕੱਟਣ ਪ੍ਰਕਿਰਿਆਵਾਂ ਲਈ ਇੱਕ ਸੱਚਮੁੱਚ ਲਾਗਤ-ਪ੍ਰਭਾਵਸ਼ਾਲੀ ਵਿਕਲਪ ਹੈ।
ਸੀਐਨਸੀ ਪੰਚ
ਸੀਐਨਸੀ ਪੰਚਿੰਗ ਸ਼ੀਟ ਮੈਟਲ ਦਾ ਕੰਮ ਸੀਐਨਸੀ ਪੰਚ ਟੂਲਸ ਅਤੇ ਸੀਐਨਸੀ ਪੰਚ ਪ੍ਰੈਸਾਂ ਨਾਲ ਕੀਤਾ ਜਾਂਦਾ ਹੈ। ਕੰਪਿਊਟਰ ਸੰਖਿਆਤਮਕ ਤੌਰ 'ਤੇ ਨਿਯੰਤਰਿਤ (ਸੀਐਨਸੀ) ਪੰਚਿੰਗ ਇੱਕ ਨਿਰਮਾਣ ਪ੍ਰਕਿਰਿਆ ਹੈ ਜੋ ਸੀਐਨਸੀ ਪੰਚ ਪ੍ਰੈਸਾਂ ਦੁਆਰਾ ਕੀਤੀ ਜਾਂਦੀ ਹੈ। ਇਹ ਮਸ਼ੀਨਾਂ ਜਾਂ ਤਾਂ ਇੱਕ ਸਿੰਗਲ ਹੈੱਡ ਅਤੇ ਟੂਲ ਰੇਲ (ਟਰੰਪਫ) ਡਿਜ਼ਾਈਨ ਜਾਂ ਮਲਟੀ-ਟੂਲ ਬੁਰਜ ਡਿਜ਼ਾਈਨ ਹੋ ਸਕਦੀਆਂ ਹਨ। ਮਸ਼ੀਨ ਨੂੰ ਮੂਲ ਰੂਪ ਵਿੱਚ ਧਾਤ ਦੀ ਇੱਕ ਸ਼ੀਟ ਨੂੰ x ਅਤੇ y ਦਿਸ਼ਾ ਵਿੱਚ ਹਿਲਾਉਣ ਲਈ ਪ੍ਰੋਗਰਾਮ ਕੀਤਾ ਗਿਆ ਹੈ ਤਾਂ ਜੋ ਸ਼ੀਟ ਨੂੰ ਮਸ਼ੀਨ ਦੇ ਪੰਚਿੰਗ ਰੈਮ ਦੇ ਹੇਠਾਂ ਸਹੀ ਢੰਗ ਨਾਲ ਸਥਿਤੀ ਦਿੱਤੀ ਜਾ ਸਕੇ ਜੋ ਇੱਕ ਛੇਕ ਨੂੰ ਪੰਚ ਕਰਨ ਲਈ ਤਿਆਰ ਹੈ।
ਜ਼ਿਆਦਾਤਰ CNC ਪੰਚ ਪ੍ਰੈਸਾਂ ਲਈ ਪ੍ਰੋਸੈਸਿੰਗ ਰੇਂਜ 0.5mm ਤੋਂ 6.0mm ਮੋਟੀ ਹੁੰਦੀ ਹੈ ਜਿਸ ਵਿੱਚ ਸਟੀਲ, ਜ਼ਿਨਟੈਕ, ਗੈਲਵ, ਸਟੇਨਲੈਸ ਸਟੀਲ ਅਤੇ ਐਲੂਮੀਨੀਅਮ ਸ਼ਾਮਲ ਹਨ। ਇੱਕ ਖਾਸ ਕੱਟ ਆਊਟ ਡਿਜ਼ਾਈਨ ਦੇ ਅਨੁਕੂਲ ਹੋਣ ਲਈ ਛੇਕ ਪੰਚ ਕੀਤੇ ਜਾਣ ਦੀ ਚੋਣ ਇੱਕ ਚੱਕਰ ਜਾਂ ਆਇਤਕਾਰ ਵਾਂਗ ਸਰਲ ਹੋ ਸਕਦੀ ਹੈ ਜੋ ਕਿ ਖਾਸ ਆਕਾਰਾਂ ਤੱਕ ਹੁੰਦੀ ਹੈ। ਸਿੰਗਲ ਹਿੱਟ ਅਤੇ ਓਵਰਲੈਪਿੰਗ ਜਿਓਮੈਟਰੀ ਦੇ ਸੁਮੇਲ ਦੀ ਵਰਤੋਂ ਕਰਕੇ, ਗੁੰਝਲਦਾਰ ਸ਼ੀਟ ਮੈਟਲ ਕੰਪੋਨੈਂਟ ਆਕਾਰ ਤਿਆਰ ਕੀਤੇ ਜਾ ਸਕਦੇ ਹਨ। ਮਸ਼ੀਨ ਸ਼ੀਟ ਦੇ ਦੋਵੇਂ ਪਾਸੇ ਡਿੰਪਲ, ਟੈਪਟਾਈਟ® ਸਕ੍ਰੂ ਥਰਿੱਡ ਪਲੰਜ, ਅਤੇ ਇਲੈਕਟ੍ਰੀਕਲ ਨਾਕਆਊਟ ਆਦਿ ਵਰਗੇ 3D ਰੂਪਾਂ ਨੂੰ ਵੀ ਪੰਚ ਕਰ ਸਕਦੀ ਹੈ, ਜੋ ਅਕਸਰ ਸ਼ੀਟ ਮੈਟਲ ਐਨਕਲੋਜ਼ਰ ਡਿਜ਼ਾਈਨ ਵਿੱਚ ਵਰਤੇ ਜਾਂਦੇ ਹਨ। ਕੁਝ ਆਧੁਨਿਕ ਮਸ਼ੀਨਾਂ ਵਿੱਚ ਥਰਿੱਡਾਂ ਨੂੰ ਟੈਪ ਕਰਨ, ਛੋਟੇ ਟੈਬਾਂ ਨੂੰ ਫੋਲਡ ਕਰਨ, ਸ਼ੀਅਰਡ ਕਿਨਾਰਿਆਂ ਨੂੰ ਬਿਨਾਂ ਕਿਸੇ ਟੂਲ ਗਵਾਹੀ ਦੇ ਨਿਸ਼ਾਨਾਂ ਦੇ ਪੰਚ ਕਰਨ ਦੀ ਸਮਰੱਥਾ ਹੋ ਸਕਦੀ ਹੈ ਜੋ ਮਸ਼ੀਨ ਨੂੰ ਕੰਪੋਨੈਂਟ ਚੱਕਰ ਸਮੇਂ ਦੇ ਅੰਦਰ ਬਹੁਤ ਉਤਪਾਦਕ ਬਣਾਉਂਦੀ ਹੈ। ਲੋੜੀਂਦੇ ਕੰਪੋਨੈਂਟ ਜਿਓਮੈਟਰੀ ਬਣਾਉਣ ਲਈ ਮਸ਼ੀਨ ਨੂੰ ਚਲਾਉਣ ਦੇ ਨਿਰਦੇਸ਼ ਨੂੰ CNC ਪ੍ਰੋਗਰਾਮ ਵਜੋਂ ਜਾਣਿਆ ਜਾਂਦਾ ਹੈ।